
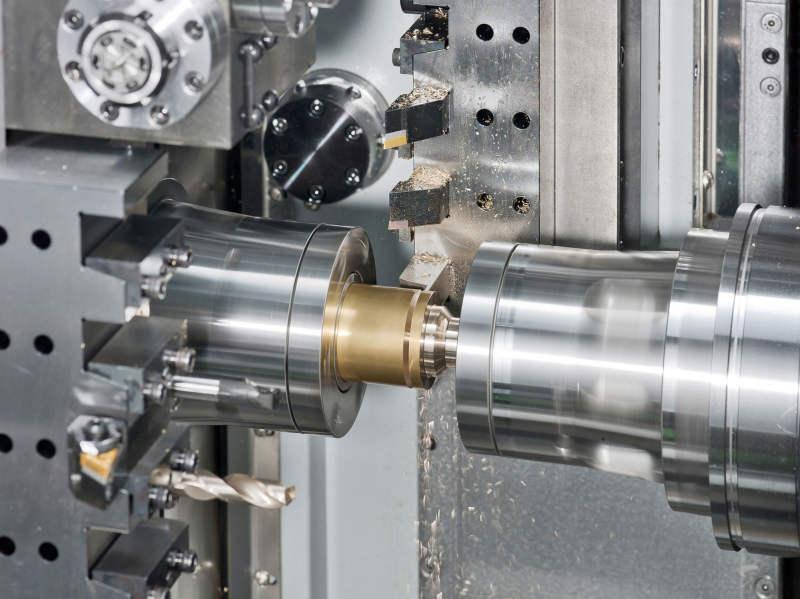
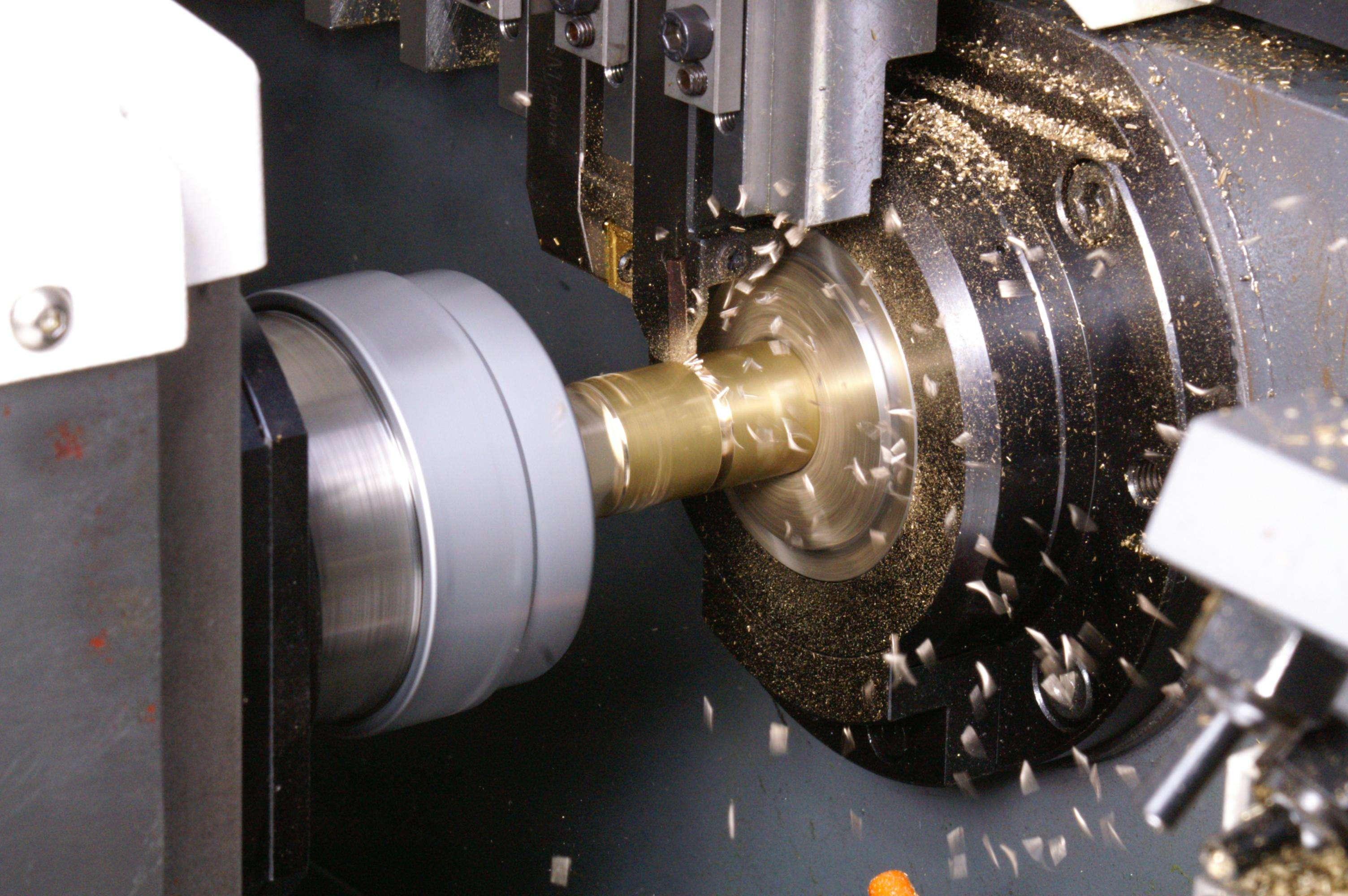
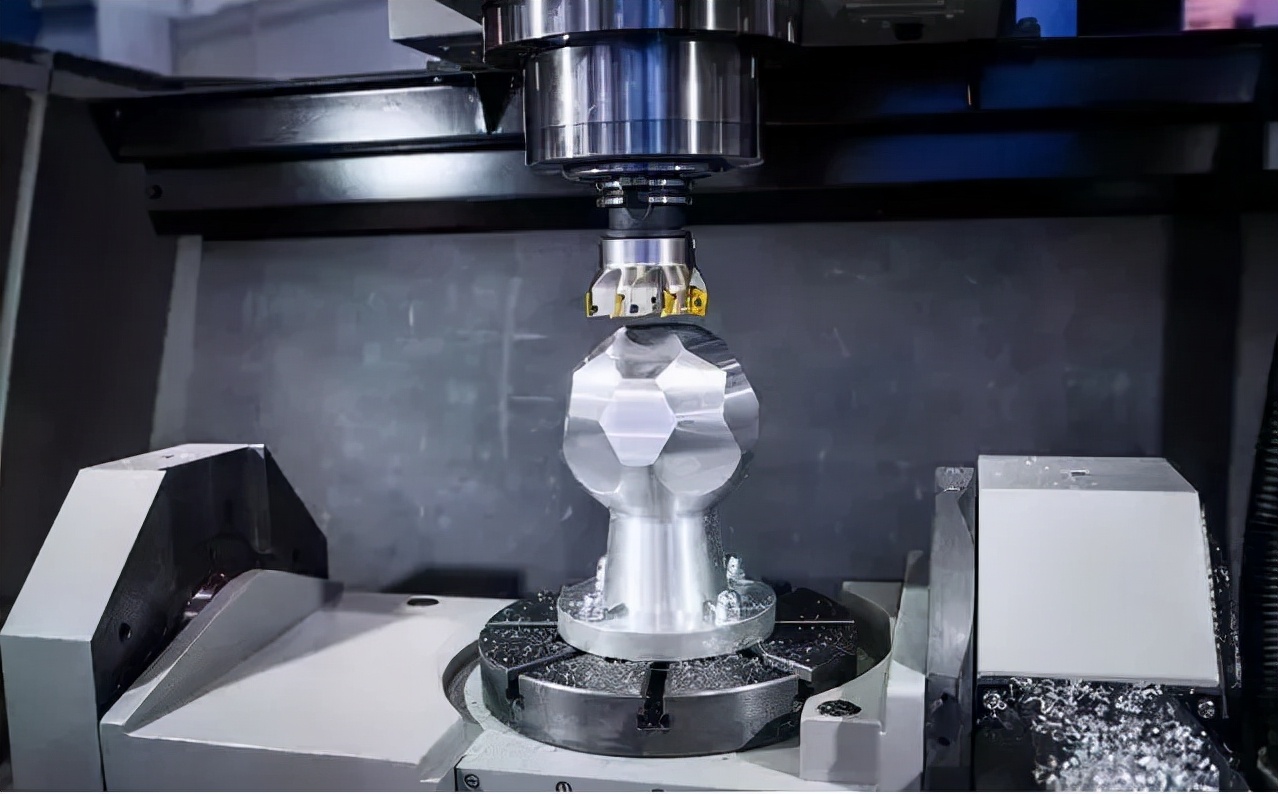
CNC加工是什么
CNC加工通常是指计算机数字化控制精密机械加工,也叫数控加工,是指用数控的加工工具进行的加工。因为数控加工是编程后由电脑控制加工,因此,CNC加工具有加工质量稳定,加工精度高,重复精度高,可加工复杂型面,加工效率高等优点
CNC加工的路线确定
数控车床进给加工路线指车刀从对刀点(或机床固定原点)开始运动起,直至返回该点并结束加工程序所经过的路径,包括切削加工的路径及刀具切入、切出等非切削空行程路径。
精加工的进给路线基本上都是沿其零件轮廓顺序进行的,因此,确定进给路线的工作重点是确定粗加工及空行程的进给路线。
在数控车床加工中,加工路线的确定一般要遵循以下几方面原则。
(1)应能保证被加工工件的精度和表面粗糙度。
(2)使加工路线最短,减少空行程时间,提高加工效率。
(3)尽量简化数值计算的工作量,简化加工程序。
(4)对于某些重复使用的程序,应使用子程序。

CNC加工的流程
(1)阅读图纸、程序单
(2)将相应程序传输至机床
(3)检查程序头,切削参数等
(4)工件上工序加工尺寸、余量的确定
(5)工件的合理装夹
(6)工件的精确找正
(7)工件坐标的精确建立

(8)合理刀具、切削参数的选取
(9)刀具的合理装夹
(10)安全的试切方式
(11)加工过程的观测
(12)切削参数的调整
(13)加工过程中问题与相应人员的及时反馈
(14)加工结束后工件质量的检测

CNC加工方法的选择与加工方案的确定
1.加工方法的选择
加工方法的选择原则是保证加工表面的加工精度和表面粗糙度的要求。由于获得同一级精度及表面粗糙度的加工方法一般有许多,因而在实际选择时,要结合零件的形状、尺寸大小和热处理要求等全面考虑。
例如,对于IT7级精度的孔采用镗削、铰削、磨削等加工方法均可达到精度要求,但箱体上的孔一般采用镗削或铰削,而不宜采用磨削。一般小尺寸的箱体孔选择铰孔,当孔径较大时则应选择镗孔。此外,还应考虑生产率和经济性的要求,以及工厂的生产设备等实际情况。常用加工方法的经济加工精度及表面粗糙度可查阅有关工艺手册。
2.加工方案确定的原则
零件上比较精密表面的加工,常常是通过粗加工、半精加工和精加工逐步达到的。对这些表面仅仅根据质量要求选择相应的最终加工方法是不够的,还应正确地确定从毛坯到最终成形的加工方案。确定加工方案时,首先应根据主要表面的精度和表面粗糙度的要求,初步确定为达到这些要求所需要的加工方法。例如,对于孔径不大的IT7级精度的孔,最终加工方法取精铰时,则精铰孔前通常要经过钻孔、扩孔和粗铰孔等加工。
CNC加工常见问题及如何解决
1.工件过切
原因:
(1)弹刀,刀具强度不够太长或太小,导致刀具弹刀。
(2)操作员操作不当。
(3)切削余量不均匀(如:曲面侧面留0.5,底面留0.15)
(4)切削参数不当(如:公差太大、SF设置太快等)
改善:
(1)用刀原则:能大不小、能短不长。
(2)添加清角程序,余量尽量留均匀,(侧面与底面余量留一致)。
(3)合理调整切削参数,余量大拐角处修圆。
(4)利用机床SF功能,操作员微调速度使机床切削达到最佳效果。
2.分中问题
原因:
(1) 操作员手动操作时不准确。
(2)模具周边有毛刺。
(3)分中棒有磁。
(4)模具四边不垂直。
改善:
(1)手动操作要反复进行仔细检查,分中尽量在同一点同一高度。
(2)模具周边用油石或锉刀去毛刺再用碎布擦干净,最后用手确认。
(3)对模具分中前将分中棒先退磁(可用陶瓷分中棒或其它)。
(4)校表检查模具四边是否垂直(垂直度误差大需与钳工检讨方案)。

3.对刀问题
原因:
(1) 操作员手动操作时不准确。
(2)刀具装夹有误。
(3)飞刀上刀片有误(飞刀本身有一定的误差)。
(4)R刀与平底刀及飞刀之间有误差。
改善:
(1)手动操作要反复进行仔细检查,对刀尽量在同一点。
(2)刀具装夹时用风枪吹干净或碎布擦干净。
(3)飞刀上刀片要测刀杆、光底面时可用一个刀片。
(4)单独出一条对刀程序、可避免R刀平刀飞刀之间的误差。

4.撞机编程
原因:
(1)安全高度不够或没设(快速进给G00时刀或夹头撞在工件上)。
(2)程序单上的刀具和实际程序刀具写错。
(3)程序单上的刀具长度(刃长)和实际加工的深度写错。
(4)程序单上深度Z轴取数和实际Z轴取数写错。
(5)编程时座标设置错误。
改善:
(1)对工件的高度进行准确的测量从而确保安全高度在工件之上。
(2)程序单上的刀具和实际程序刀具要一致(尽量用自动出程序单或用图片出程序单)。
(3)对实际在工件上加工的深度进行测量,在程序单上写清楚刀具的长度及刃长(一般刀具夹长高出工件2-3MM、刀刃长避空为0.5-1.0MM)。
(4)在工件上实际Z轴取数,在程序单上写清楚。(此操作一般为手动操作写好要反复检查)。

5.曲面精度
原因:
(1)切削参数不合理,工件曲面表面粗糙·。
(2)刀具刃口不锋利。
(3)刀具装夹太长,刀刃避空太长。
(4)排屑,吹气,冲油不好。
(5)编程走刀方式,(可以尽量考虑走顺铣)。
(6)工件有毛刺。
改善:
(1)切削参数,公差,余量,转速进给设置要合理。
(2)刀具要求操作员不定期检查,不定期更换。
(3)装夹刀具时要求操作员尽量要夹短,刀刃避空不要太长。
(4)对于平刀,R刀,圆鼻刀的下切,转速进给设置要合理。
(5)工件有毛刺跟我们的机床,刀具,走刀方式有直接关系。所以我们要了解机床的性能,对有毛刺的边进行补刀。
本文来自投稿,不代表苟探长立场,如若转载,请注明出处:https://www.tongtimes.com/12337.html
相关推荐
-
枫花恋的日常生活(尽现洒脱)
有些女生男相的枫花恋,加上性格洒脱,平时生活中喜欢搞怪,又被大家亲切的称呼“枫哥”。 中文名:枫花恋 外文名:枫カレン罗马音:Karen Kaede出生地:日本东京都出生日期:19…
-
木下日葵「再次饰演贤惠的媳妇」
木下日葵(木下ひまり)不光长得十分好看还有用着一手十分不错的厨艺,今天丈夫的朋友来到家里做客木下日葵(木下ひまり)就展示了她精湛的厨艺,我也想拥有这样一位长得好看又懂事,又会下厨的…
-
S1未来的栋梁の架乃由罗(新一代妹系霸主)
本期的主角是暗黑界新一代的妹系最强霸主,S1未来的顶梁柱【架乃由罗】 架乃老师出生于1998年,于2017年18岁的时候作为S1的专属出道,出道的时候,就以最不像“暗黑女神R…
-
傲娇是什么意思(傲娇是什么意思褒义词还是贬义词)
傲娇是二次元文化中特有的萌属性,因为在现实中傲娇的人一般都萌不起来。 ツンデレ(tsundere)一词,是由ツンツン(指浑身带刺不好接近)和デレデレ(指害羞)组成的组合词,最开始是…
-
演出活动(不得组织演员假唱)
9月30日,据文化和旅游部网站消息,文化和旅游部日前发布《关于规范演出经纪行为加强演员管理促进演出市场健康有序发展的通知》(下称《通知》)。其中明确,要加强演出活动监管,演出活动不…
-
华少——“中国好舌头”的幻灭史
2012年,职业生涯如日中天的“浙江卫视一姐”朱丹,被事业压的喘不过气,突然宣布辞职,离开了一手捧红她的老东家。 于是,浙江卫视的头把主持交椅就落到了朱丹的搭档华少手中。 这一年,…
